Bottom-End Assembly
 Photography by The Author
Photography by The Authore all deserve the best bang for our buck, and that goes for anything we spend our hard-earned cash on. When it came time to decide on an engine for my own project, I asked myself the same questions you would. Why build a mild-performance engine myself if I can go aftermarket (even with a warranty) and save a ton of time? My knee-jerk reaction was to opt for the aftermarket crate options. But, as with anything, the power of peer pressure can easily justify temptation. And … I’m glad I gave in!
Just beware that the “built it myself” badge of honor requires more than just time. You’ll want somebody who knows what they’re doing on your side. I am fortunate enough to have some excellent resources at my fingertips. The first being a longtime friend and fellow builder, Zach Raddatz, who designed and built every inch of this SBC. I also sourced nearly all my parts list from our local speed shop, Speedway Motors in Lincoln, Nebraska.
It may be obvious, but the horsepower-per-dollar scale only goes in one direction: Up! If you want reliable power, just be prepared to pay for it. There are a ton of ways to get thrifty building a small-block, but our goal here was simple. We wanted to build a performance old-school small-block that would match the feel of a factory big-block ’63 Impala, which also happens to be my personal project. Somewhere just over 400 hp shouldn’t be hard to do with the abundance of hop-up parts the aftermarket offers. Just as important, we wanted it wrapped with an old-school look, too.
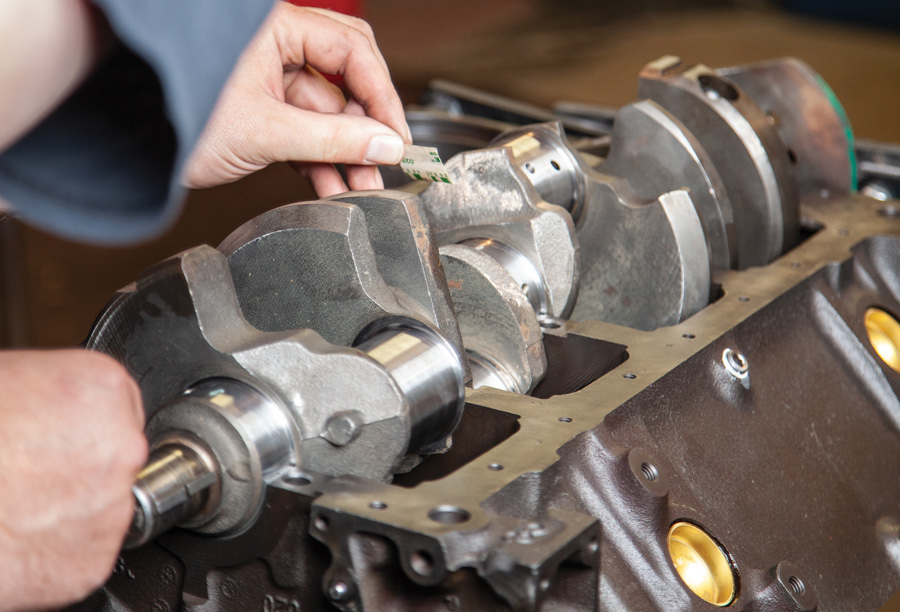
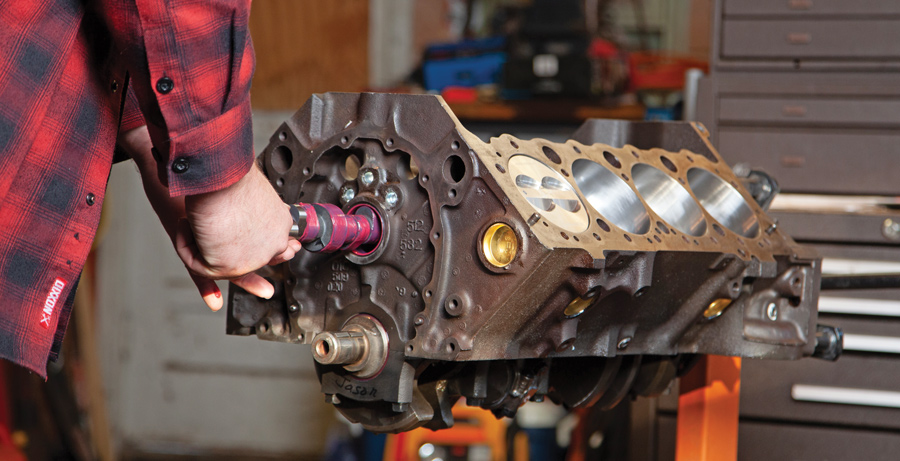
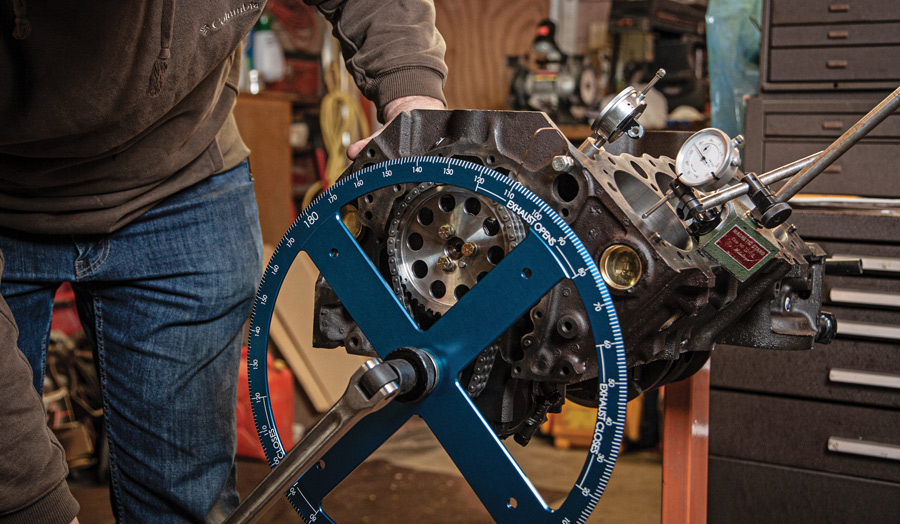
Budget-wise, my goal was to be somewhere in the middle. So, we took a used small-block 350 and had it cleaned and checked over at our local machine shop. We looked into a few upgrades too: We’ll fit it with a nicely matched Comp roller cam, and for breathability, a set of Speedway Motors aluminum double-hump heads offering 64cc combustion chambers and 2.02/1.60 valves. We’ll top it off with a Weiand Speed Warrior intake and a 750-cfm double pumper Holley Carb. After running our numbers, we should be right at our 400hp-plus mark.
Tune in to the next issue where we’ll button up the top-end and show you all the details on the head and valvetrain assembly.