


How to Fabricate a Custom Fuel Door Filler Panel
 Images by Taylor Kempkes
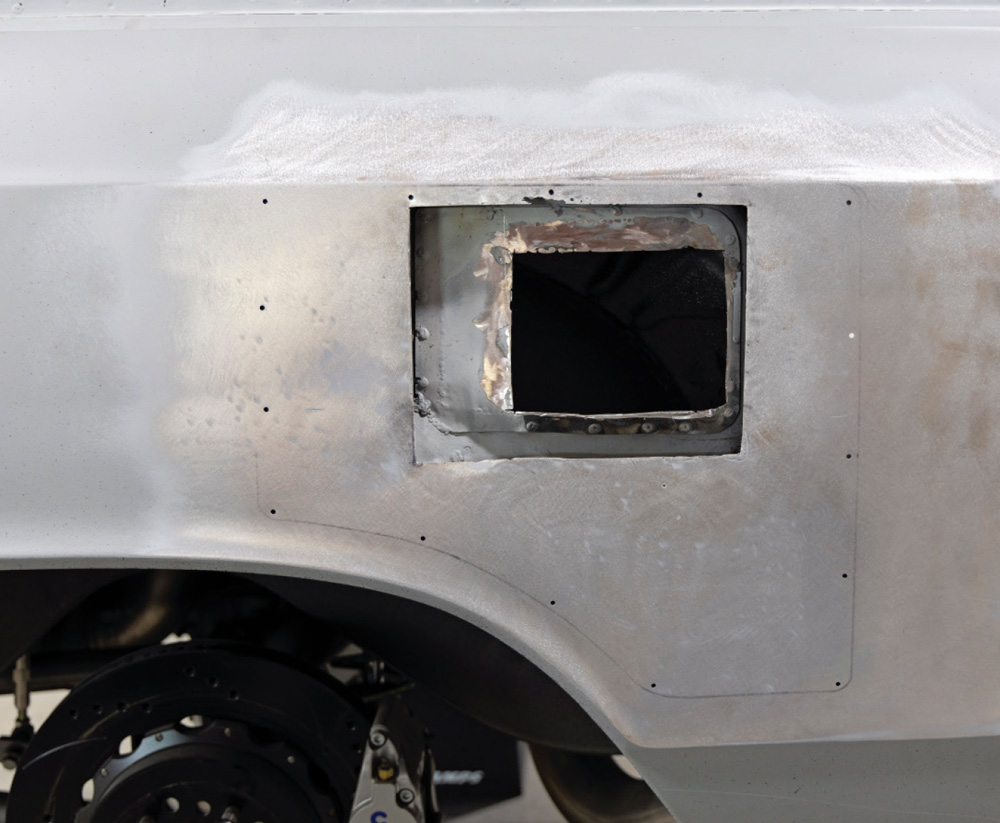
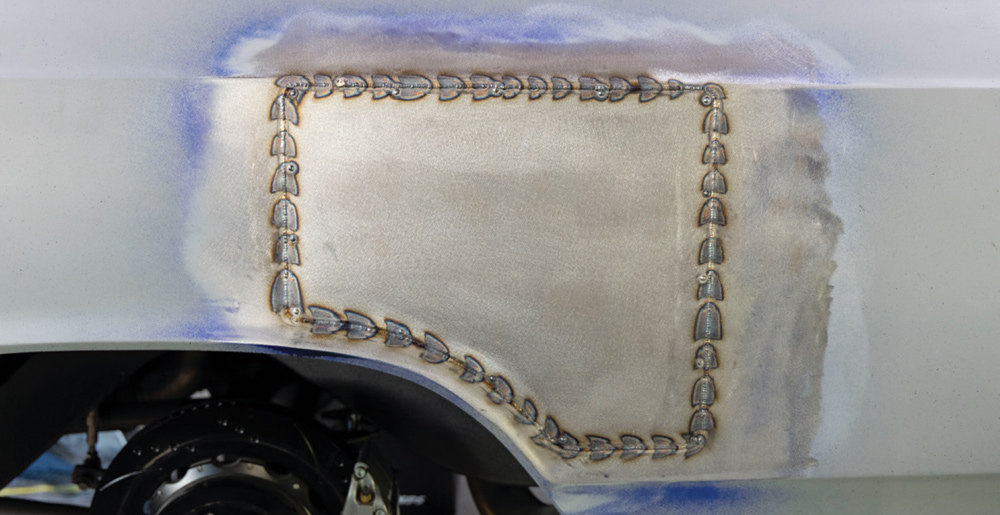
Images by Taylor Kempkesetalwork is an art that requires patience and experience to produce a show-quality finished project. There are many techniques when it comes to metal fabrication. We followed along with Old Anvil Speed Shop in Orange, California, as Brandon Gerringer tackles a challenging project. He was tasked with filling in the original fuel filler door on Mike Selvaggio’s 1966 Chevelle station wagon. While some might say you could simply lay a piece of metal in the existing stamped hole, this wouldn’t provide a flush fit, and the stamped edge wouldn’t allow any extensive metalworking to straighten the panel. The result would be too much body filler.
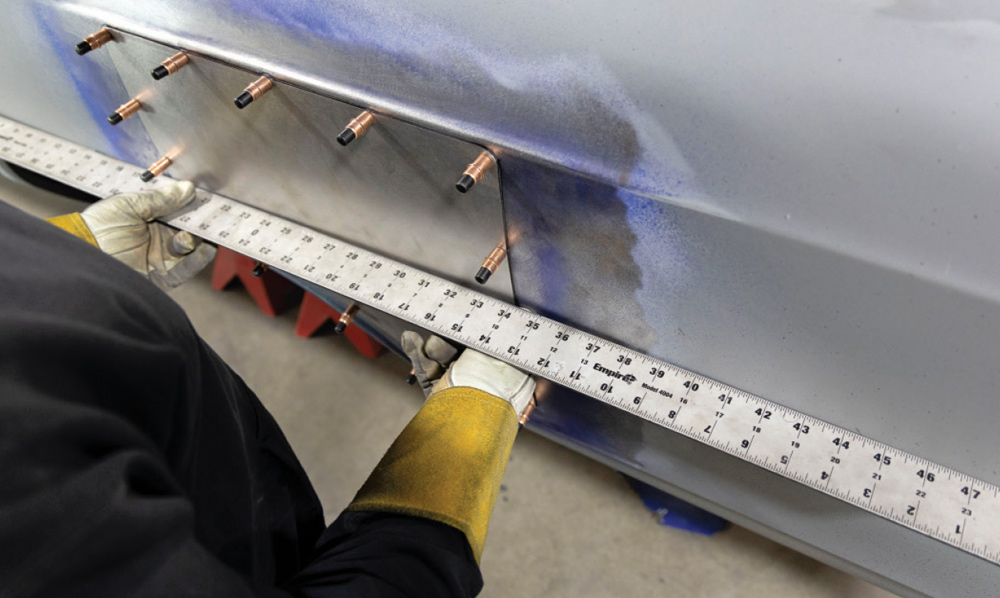
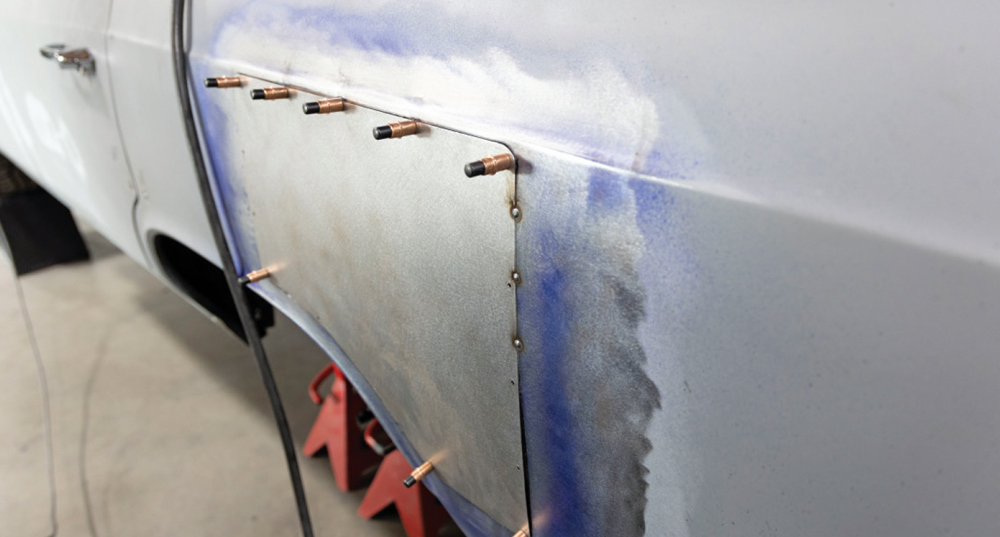
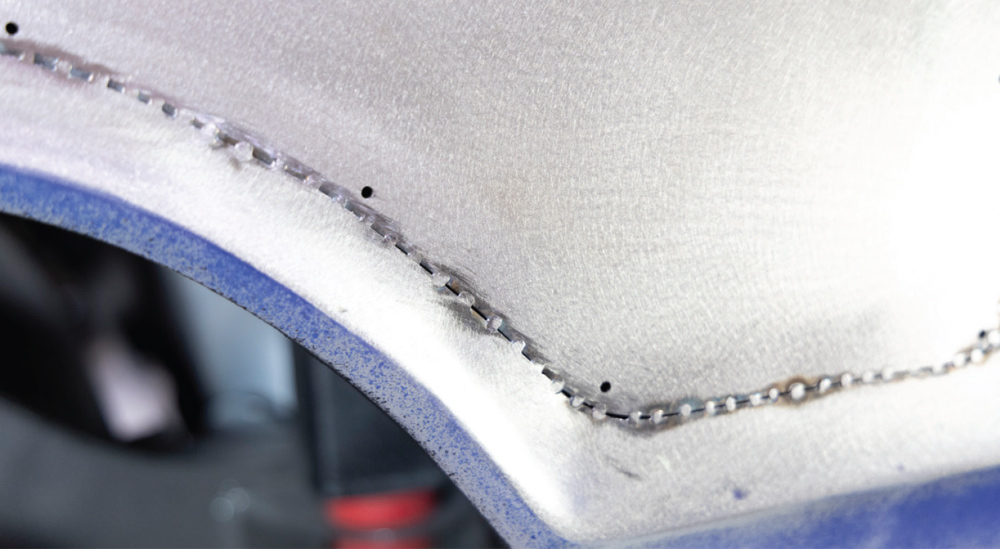
When Gerringer took on the project, he planned it out so he could utilize the strongest areas of the quarter-panel, while also positioning the panel in an area that could be hammered and dollied before, during, and after the panel installation. He used an assortment of tools, most of which are readily available. He used an angle grinder, cut-off wheel, and body saw for the slicing and dicing, and then used various hammers, dollies, and body spoons for working the metal. A MIG welder was used for tack welds and a TIG welder was used for final welding.
A project like this is not for the faint of heart. It requires a tremendous amount of patience and a keen eye for detail. Expect to spend several nights in the shop fine-tuning a custom panel of this nature. Gerringer makes it look easy, so follow along with the step-by-step process of shaving the fuel door on this highly customized Chevelle station wagon.























 SOURCE
SOURCE