 TECH
TECH
 Images by Taylor Kempkes
Images by Taylor Kempkesld cars have personality, which means each one is a little different. Tolerances weren’t as precise as today’s machines and if you’ve ever tried to achieve show-quality panel gaps on a muscle car, you know it’s a large task. Sometimes you can get lucky and make some adjustments that make the gaps uniform, but the reality is that most cars from the 1960s and 1970s had huge gaps. Wide gaps are acceptable on an original car, or a driver, but details truly matter on high-end cars, like Mike Selvaggio’s 1966 Chevelle station wagon that’s currently under construction at Old Anvil Speed Shop in Orange, California.
This car will have top-notch pieces inside and out, and a great way to accent the high-end workmanship is to dial in the panel gaps. This project is naturally more challenging because it’s a four-door, meaning there are more panels to perfect, but it’s all part of the metalworking process for Brandon Gerringer, a fabricator at Old Anvil Speed Shop.
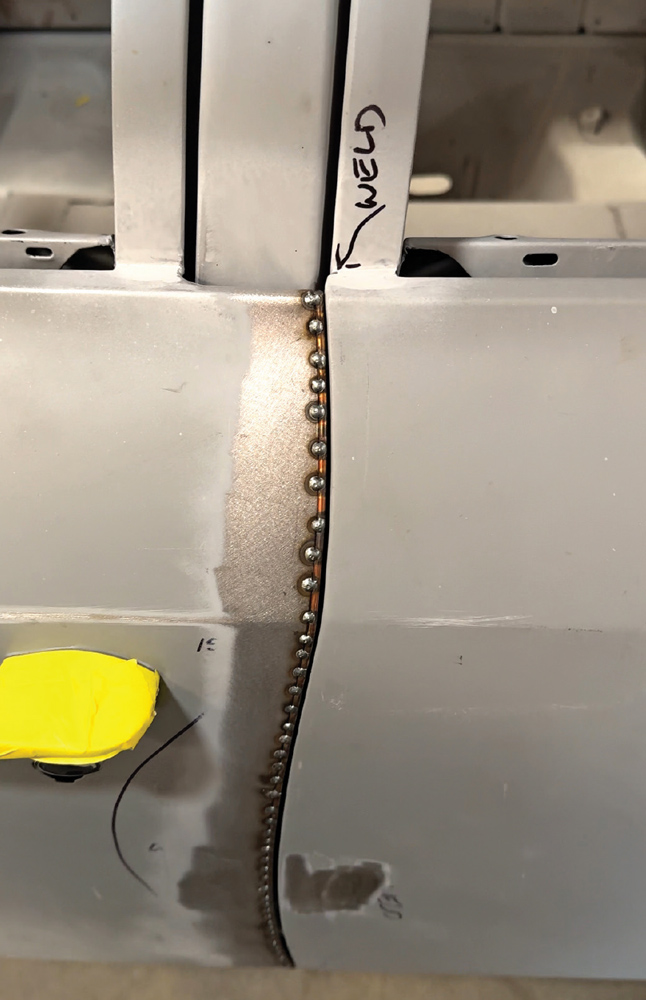
Gerringer adds material to the panel and then files down for the perfect fit. He used a piece of 1/8-inch filler rod to lengthen the door edge, forming it and tack-welding it from top to bottom. He was careful to move around with the tack welds, so it didn’t generate too much heat in the sheetmetal. He also cooled the welds with an air nozzle. After the filler rod was welded in, he worked the door edge carefully to perfect the gap. This type of project can take many hours and days of fabrication, and it requires lots of patience, but it’s oh-so worth it when the finished product is slathered in slick paint.
Follow along as Gerringer takes this Chevelle wagon to the next level with show car panel gaps.


















 SOURCE
SOURCE